Positive drive food-grade conveyor belts
6330 Views |

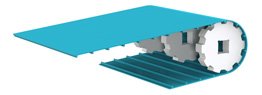
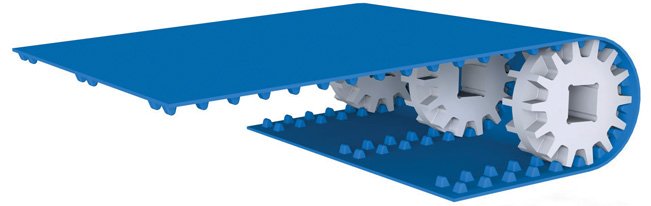
An introduction to Positive drive belts
Mafdel’s positive drive food-grade conveyor belts combine the benefits of modular belts and mono-material conveyor belts without the drawbacks of hygiene issues:
- CE – FDA food-grade compliance
- Mono-material is waterproof and rot-proof
- Easy and quick to clean
- Resistant to chemicals
- Decreased risk of bacterial growth
- No fabric threads eliminate the risk of product contamination
- Simple conveyor design means better hygiene
Positive drive belts offer many advantages
| Modular Belt | Mono-Material Conveyor Belt | Positive Drive Belt | |
| Hygiene and ability to clean | – | + | + |
| Flexibility and resistance to impact | – | + | + |
| Decrease in water consumption and detergent products | – | + | + |
| No slippage | + | – | + |
| Reduced belt weight | – | + | + |
| Conveyor without tensioning system | + | – | + |
| Reduced effort | + | – | + |
| Continuous cleaning with a scraper | – | + | + |
| Trough configuration | – | + | + |
These belts are especially suited to the agri-food industry and help provide an optimum level of hygiene to satisfy the HACCP process (Hazard Analysis Control Point) and are compliant with the most stringent international standards.
DEL/DRIVE The perfect hygienic alternative to modular belts. |
POSITIVEBELT Self-centering positive drive belt. |
DEL/SYNC Extremely precise transport and synchronous drive. |

Source : https://www.mafdel-belts.com/



 has launched a new aseptic carton drying solution.")


